

Mae'r codwr magnetig parhaol yn ffordd gyflym, ddiogel a hawdd o godi platiau dur, blociau haearn a deunyddiau haearn silindrog, megis rhannau mecanyddol, mowldiau dyrnu a gwahanol fathau o ddeunyddiau dur.
Mae'n cynnwys dwy ran, sugnwr parhaol a dyfais rhyddhau. Mae'r sugnwr parhaol yn cynnwys magnetau parhaol Neodymium a phlât dargludol magnet. Mae'r llinellau grym magnetig a gynhyrchir gan y magnetau Neodymium yn mynd trwy'r plât dargludol magnet, yn denu deunyddiau ac yn ffurfio cylched caeedig i gyflawni pwrpas codi'r deunyddiau dur. Mae dyfais rhyddhau yn cyfeirio'n bennaf at yr handlen. Fe'i defnyddir yn eang yn y diwydiant peiriannau, gweithgynhyrchu llwydni, warysau ac adrannau cludo i gludo platiau dur, ingotau dur a gwrthrychau dargludol magnetig eraill.
Maint 1.Compact a phwysau ysgafn
2.Quick ac yn hawdd i'w gweithredu gyda system / handlen ON/OFF
Dyluniad rhigol siâp 3.V ar y gwaelod sy'n galluogi'r un magnet codi sy'n addas ar gyfer gwrthrychau gwastad a chrwn
4.Force bweru gan radd super-cryf o ddaear prin magnetau Neodymium
Camferio 5.Large o amgylch y gwaelod yn amddiffyn gwastadrwydd yr arwyneb gwaelod yn effeithiol a chaniatáu i'r codwr magnetig roi ei rym magnetig yn llawn
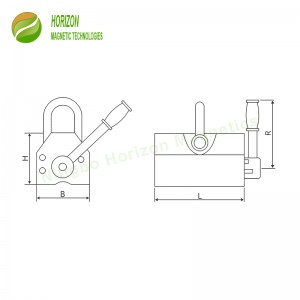
| Rhif Rhan | Cryfder Codi Gradd | Cryfder Tynnu Mwyaf | L | B | H | R | Pwysau Net | Tymheredd Gweithredu Uchaf | |
| kg | kg | mm | mm | mm | mm | kg | °C | °F | |
| PML-100 | 100 | 250 | 92 | 65 | 69 | 155 | 2.5 | 80 | 176 |
| PML-200 | 200 | 550 | 130 | 65 | 69 | 155 | 3.5 | 80 | 176 |
| PML-300 | 300 | 1000 | 165 | 95 | 95 | 200 | 10.0 | 80 | 176 |
| PML-600 | 600 | 1500 | 210 | 115 | 116 | 230 | 19.0 | 80 | 176 |
| PML-1000 | 1000 | 2500 | 260 | 135 | 140 | 255 | 35.0 | 80 | 176 |
| PML-1500 | 1500 | 3600 | 340 | 135 | 140 | 255 | 45.0 | 80 | 176 |
| PML-2000 | 2000 | 4500 | 356 | 160 | 168 | 320 | 65.0 | 80 | 176 |
| PML-3000 | 3000 | 6300 | 444 | 160 | 166 | 380 | 85.0 | 80 | 176 |
| PML-4000 | 4000 | 8200 | 520 | 175 | 175 | 550 | 150.0 | 80 | 176 |
| PML-5000 | 5000 | 11000 | 620 | 220 | 220 | 600 | 210.0 | 80 | 176 |
1. Cyn codi, glanhewch wyneb y darn gwaith i'w godi. Dylai llinell ganol y magnetau codi parhaol gyd-fynd â chanol disgyrchiant y darn gwaith.
2. yn y broses codi, gorlwytho, pobl o dan y workpiece neu dirgryniad difrifol yn cael ei wahardd yn llym. Dylai tymheredd y darn gwaith a'r tymheredd amgylchynol fod yn is na 80 gradd C.
3. Wrth godi workpiece silindraidd, dylid cadw'r V-groove a'r workpiece mewn cysylltiad â dwy linell syth. Dim ond 30% - 50% o gryfder codi graddedig yw ei allu codi.





